德索SMA-KFD122CN SMA母座 四孔法兰微带安装 50Ω射频同轴连接器18G厂商
/在: 行业料号 /通过: sma一、产品概述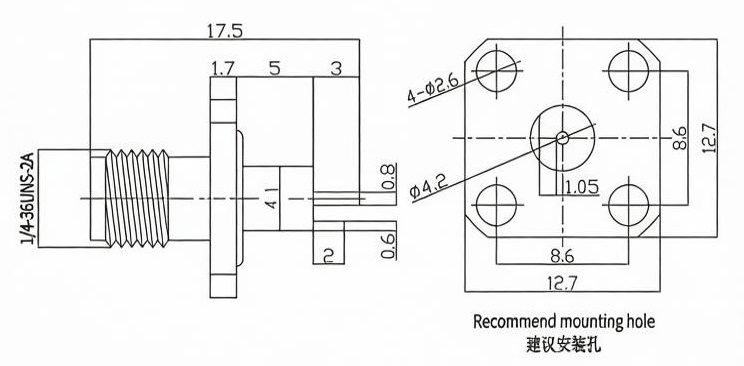
本产品为德索(DOSIN)针对高频微波信号传输与面板固定安装场景推出的 SMA型母头四孔法兰微带式射频连接器,官方标准型号:SMA-KFD122CN。该产品专为需要在设备机箱、仪器面板或微带电路板上实现 DC ~ 18GHz 超宽频段射频信号低损耗传输的紧凑型设备而设计,是卫星通信、雷达系统、微波测试及军工电子中实现 微带线—同轴连接器 无缝转接的高端互连组件。
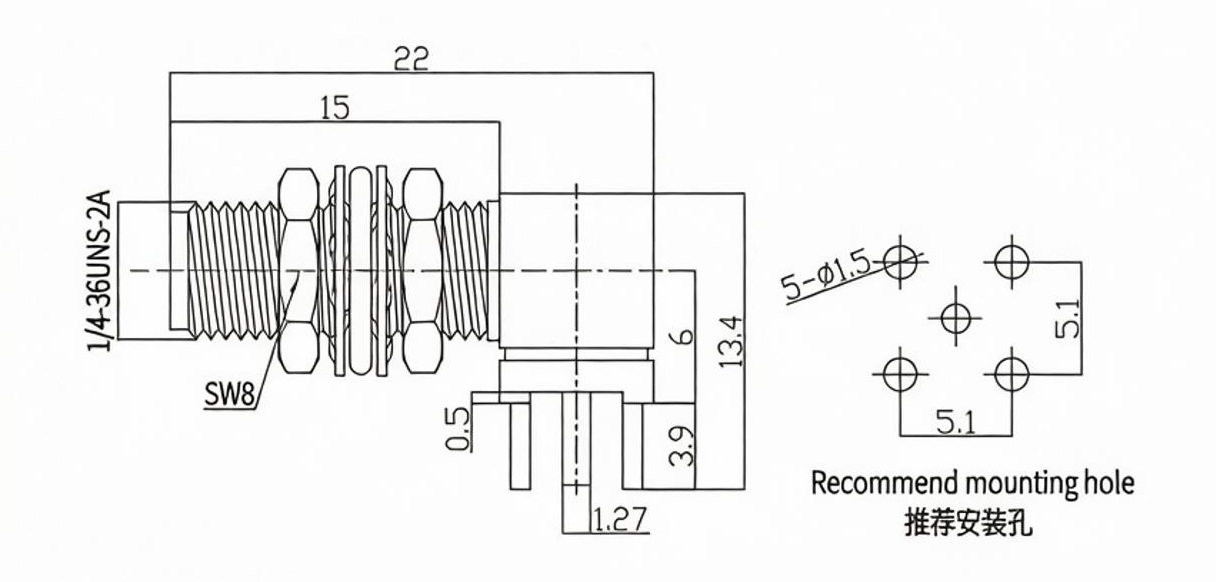
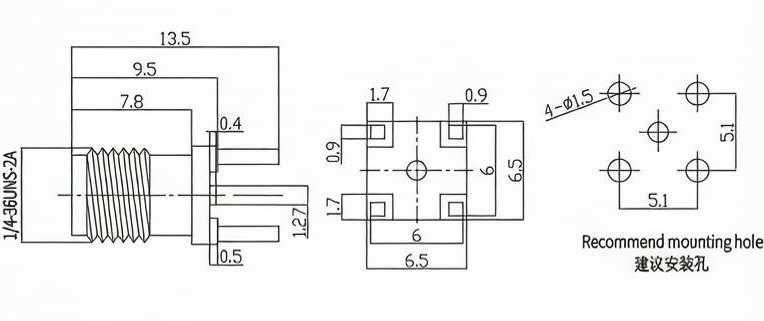
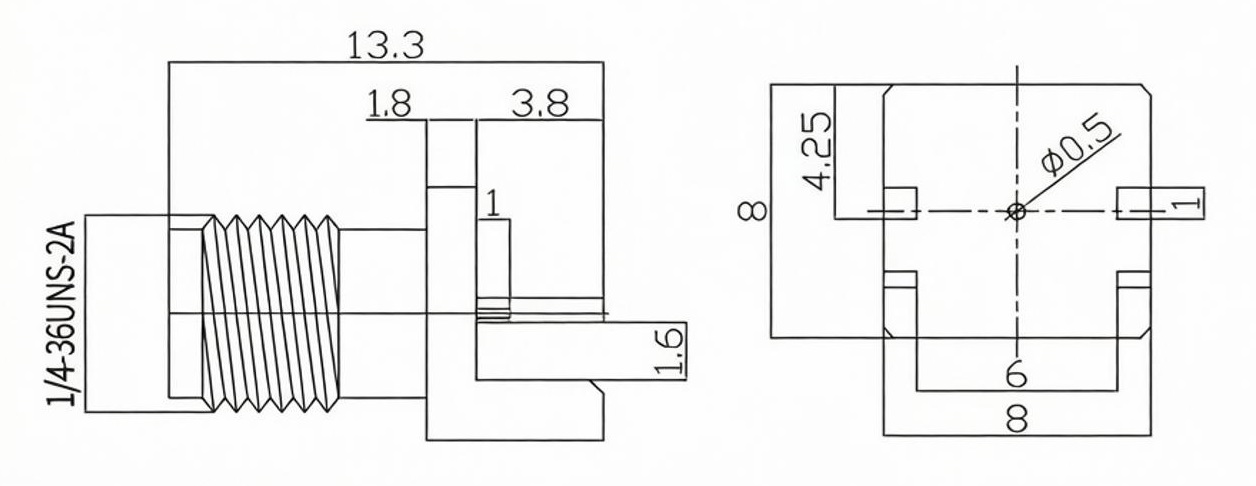
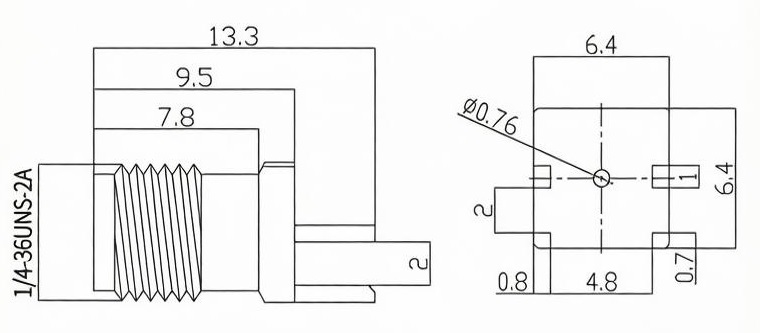
该连接器采用 SMA母头(内孔) 接口形态,通过标准 1/4-36UNS-2A 英制螺纹与 四孔法兰盘(4-Φ2.6)实现与机壳面板或微带电路板的 四点牢固固定——相较于传统两孔法兰,四孔设计在振动、冲击等恶劣工况下具有 更高的抗松动性与对位精度,尤其适用于大尺寸线缆连接或频繁插拔场景。其独特的 微带式(Microstrip)结构设计——连接器本体直接延伸出的微带触片与PCB上的50Ω微带线实现精准对接——避免了传统电缆焊接引入的阻抗不连续点,可实现 超低驻波、极小插入损耗 的高频信号传输。产品总长 17.5mm,安装螺纹长度 8.6mm,法兰尺寸 12.7mm × 12.7mm,适配各类标准厚度的面板与微带基板。内导体采用 铍铜镀金,外导体采用 黄铜镀金,全镀金工艺处理确保了优异的导电性与耐腐蚀性,频率覆盖 DC ~ 18GHz,是高端微波设备面板级微带线直连的理想之选。
| 项目 | 规格详情 |
|---|---|
| 产品型号 | SMA-KFD122CN |
| 接口形态 | SMA母头(内孔),1/4-36UNS-2A螺纹锁紧 |
| 安装方式 | 四孔法兰盘面板固定(4-Φ2.6) |
| 结构样式 | 微带式(Microstrip) ,直型垂直安装 |

二、核心技术参数表
1. 电气性能指标(ELECTRICAL PARAMETER)
以下电气参数严格依据工业级测试标准,确保信号传输的高保真度与稳定性。
| 射频物理特性项目 | 工业级技术指标 / 测试条件 |
|---|---|
| 标准特性阻抗 | 50Ω(精准阻抗匹配,有效减少信号反射) |
| 工作频率范围 | DC ~ 18GHz(覆盖卫星通信、5G毫米波、微波测试等超宽频段) |
| 电压驻波比(VSWR) | ≤ 1.25(全频段内回波损耗控制极为优良) |
| 介质耐压 | 1000V rms(海平面状态) |
| 内导体接触电阻 | ≤ 3mΩ(极低的信号传导损耗) |
| 外导体接触电阻 | ≤ 2mΩ |
| 绝缘电阻 | ≥ 5000MΩ(高频绝缘性能优异) |
2. 机械规格与材质构成(MECHANICAL & MATERIAL)
| 项目 | 规格详情 |
|---|---|
| 接口界面 | SMA母头(内孔),标准1/4-36UNS-2A英制螺纹锁紧 |
| 安装方式 | 四孔法兰盘面板固定(4-Φ2.6),配合安装孔锁紧,固定稳固可靠 |
| 结构样式 | 微带式(Microstrip) ,连接器本体延伸触片与PCB微带线直接过渡 |
| 安装螺纹长度 | 8.6mm |
| 整体总长 | 17.5mm |
| 法兰尺寸 | 12.7mm × 12.7mm |
| 法兰开孔 | 4-Φ2.6(四孔固定,抗振性强) |
| 尾部结构 | 微带触片引出,直接与PCB微带线对接 |
| 推荐安装孔 | 严格按照图示孔径尺寸开孔,确保安装同轴度与微带触片定位精度 |
| 内导体材质 | 铍铜,表面镀金工艺(高弹性、耐疲劳、耐磨损) |
| 外导体材质 | 黄铜,表面镀金工艺(高导电率、抗氧化) |
| 绝缘介质 | 聚四氟乙烯(PTFE) ,高频介电性能稳定 |
| 机械耐久性 | ≥ 500次规范插拔与螺纹旋合循环 |
3. 环境适应性与绿色合规(ENVIRONMENTAL & COMPLIANCE)
| 项目 | 技术指标 |
|---|---|
| 工作温度范围 | -45℃ ~ +125℃(宽温域设计,适应户外与工业环境) |
| 绿色合规标准 | 100% 符合 RoHS 国际环保指令 |
| 质量体系 | 通过 ISO9001 国际质量管理体系认证 |

三、核心应用领域与行业方案
该款SMA-KFD122CN四孔法兰微带式母座凭借其 18GHz超宽频段覆盖、微带线直接过渡、四孔法兰超强固定、VSWR≤1.25的超低驻波、全镀金工艺 的优异特性,被广泛应用于以下对信号完整性与安装可靠性要求严苛的场景:
-
卫星通信与高频射频测试:支持DC至18GHz频率范围,是卫星导航接收机、微波链路设备及高频测试系统中的理想射频接口方案。微带式结构避免了电缆焊接引入的损耗与反射,确保测量精度。
-
雷达与电子战系统:在相控阵雷达T/R组件、电子对抗设备的微带电路过渡中,凭借其优异的驻波特性与四孔法兰抗振设计,提供高可靠性的微波信号互连方案。
-
5G毫米波与微波传输设备:在5G回传设备、E-band微波传输系统等高频场景中,提供稳定可靠的面板级微带线—同轴过渡互连。
-
军工与航空航天:在机载、舰载及地面车载电子设备中,四孔法兰具有优异的抗振动、抗冲击能力,配合宽温域工作范围(-45℃~+125℃)与全镀金工艺,满足MIL-STD-202等军标环境测试要求,提供长期稳定可靠的射频连接。
-
紧凑型电路板与便携设备:超小型结构(总长仅17.5mm)大幅节省空间,是紧凑电路板与便携设备的理想方案。

四、德索连接器(DOSIN)四孔法兰微带式系列品控实力
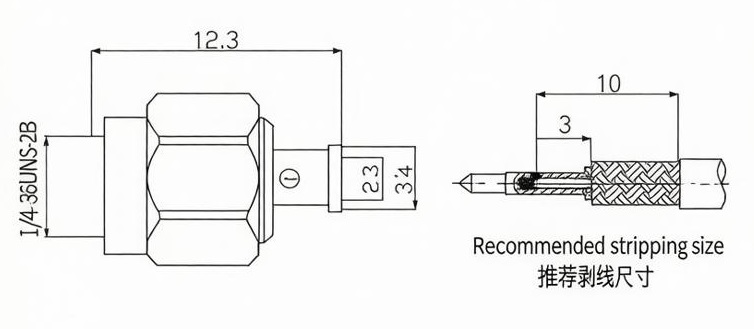
SMA微带式连接器与传统的电缆式SMA连接器在结构上有着本质区别。传统电缆式连接器依赖同轴电缆的焊接来实现信号传输,而微带式连接器则是通过连接器本体延伸出的 精密微带触片 与PCB上的50Ω微带线直接接触过渡。这一结构对微带触片的共面度、长度精度以及法兰定位面的垂直度提出了远高于普通连接器的要求。若微带触片与PCB焊盘之间存在间隙或压力不均,将直接引发阻抗不连续点,导致驻波比恶化与信号反射增大——尤其在18GHz微波段,微米级的尺寸偏差即可造成显著的性能劣化。
此外,四孔法兰结构对四个安装孔的相对位置精度有着比两孔法兰更高的要求。四个安装孔中任何一个的位置偏差或垂直度不足,都可能导致面板安装后连接器倾斜、微带触片与PCB焊盘对位不准,进而引发信号完整性问题与机械安装故障。
德索连接器(DOSIN)依托 超过20000平米 的精密制造车间与 超过20年 的射频连接器研发经验,针对SMA-KFD122CN型号全线采用高精度数控车削一体化加工工艺。我们对微带触片的高度、长度及共面度实施严格的 三次元检测管控,对法兰定位面与壳体中心轴的垂直度、四孔法兰的孔位精度进行多维度检测,确保触片与PCB微带线压接后接触紧密、对位精准,面板安装后连接器始终保持垂直对心。通过对 PTFE绝缘介质 进行精密成型与定位,确保高频信号在微带—同轴转换结构内部从DC至18GHz全频段内的平滑过渡与低损耗传输。出厂的每一枚连接器均经过全频段矢量网络分析仪检测,确保VSWR稳定在 ≤ 1.25 的优异水平。
作为全面通过 ISO9001 质量管理体系认证的源头实力大厂,德索坚持采用 高纯度铍铜与黄铜棒料 及优质镀金工艺。出厂的每一枚连接器,其内导体与外导体均采用 全镀金 工艺,确保在经历 500次 以上的插拔循环与恶劣环境盐雾测试后,仍具备极低的接触电阻与稳定的弹性接触力。产品 100% 满足RoHS环保要求,是各大微波模块厂、通信设备商、军工院所及测试仪器厂大批量采购的可靠源头货源。
五、技术交流与工程选型快问
在微带式连接器的面板安装中,微带触片与PCB焊盘的对位精度及压紧力控制至关重要。触片与焊盘之间若存在间隙,将引发阻抗突变与信号反射——尤其在18GHz高频段,微米级的偏差即可造成显著的性能劣化;若压紧力过大,又可能导致触片变形或PCB焊盘损伤。此外,四孔法兰对面板开孔加工精度的要求也远高于两孔法兰——任何孔径偏差或位置偏移都可能导致安装后连接器受力不均、壳体变形。德索(DOSIN)通过提供 精确的推荐安装孔尺寸图 与 微带触片安装高度规范,正是为了解决“微带—同轴过渡阻抗不连续、四孔安装对位不准导致高频性能恶化、长期使用后接触不良”这一高端微波模块装配场景的普遍痛点。
如需获取本系列SMA连接器的详细 机械尺寸CAD图纸、微带电路PCB Layout建议尺寸、矢量网络分析仪(VNA)实测18GHz驻波曲线报告,或需要申请 工厂批发询价 与 免费样品评估,欢迎在下方留言,或直接联系德索的在线客服。我们的高频射频技术支持团队将在第一时间为您提供全面的选型配合。