
✍️ 德索连接器 · 王工
很多人第一次做 SMA 线束选型时。
都会把注意力放在:
但这些年德索连接器在处理高频链路问题时。
我越来越明显感受到。
很多系统最后真正决定性能的。
其实根本不是:
👉 SMA接头本身。
而是:
👉 后面那根同轴线。
尤其现场特别容易出现一种情况:
接头选得很贵。
结果:
线缆随便配。
最后整条高频链路性能直接被拖垮。
因为 SMA 本质上只是:
👉 高频接口。
真正负责长距离传输信号的。
其实是:
👉 同轴线缆。
而高频信号最怕什么?
答案通常是:
这些问题。
大多数都和线缆直接相关。
因为这三类线。
基本覆盖了:
👉 SMA最常见的应用场景。
而且特别有意思的是:
它们并不存在“绝对谁更高级”。
真正关键的是:
👉 用对场景。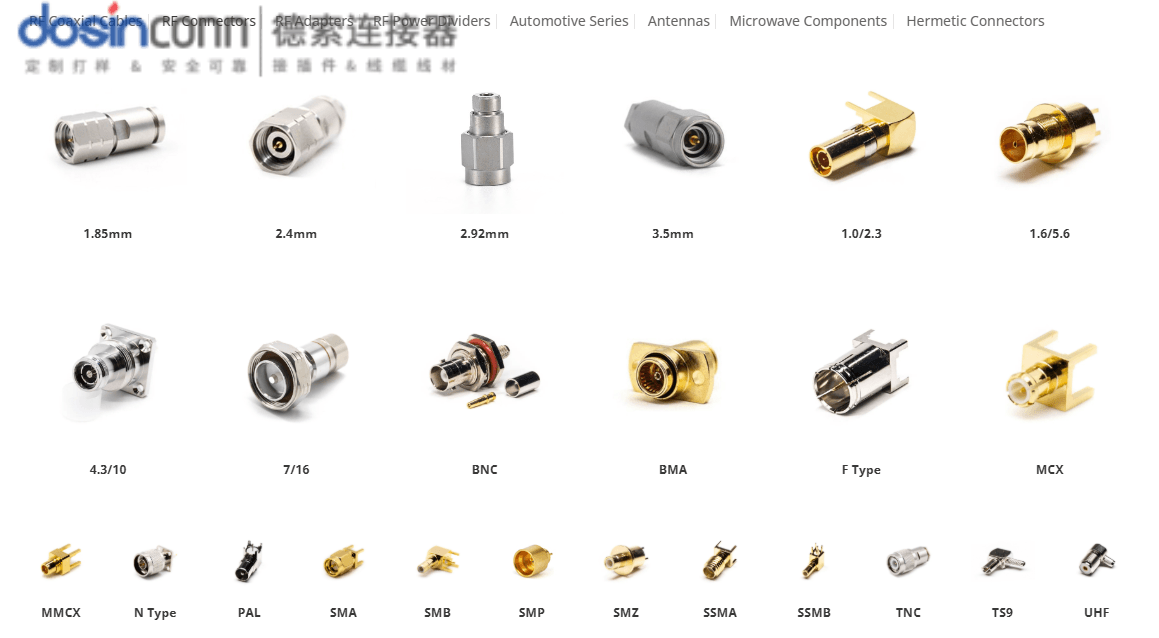
很多工程师一看到 RG174。
第一反应通常是:
👉 “便宜线。”
但实际上。
它之所以长期大量存在。
核心原因就是:
👉 综合性价比太高。
通常是:
尤其:
时。
RG174其实非常实用。
因为它有几个特别现实的优势:
布线舒服。
装配容易。
项目量产压力小。
大多数 SMA 工艺都能适配。
👉 高频损耗。
尤其频率一高。
它的衰减会明显增加。
再加上:
线径偏细。
高频长距离下:
损耗会迅速放大。
这几年很多高频设备里。
RG316 出现频率越来越高。
原因其实很直接:
👉 它比 RG174 更适合高频。
因为它通常采用:
👉 PTFE介质。
相比普通 RG174:
具备:
尤其 GHz 高频下。
优势会越来越明显。
同样长度下:
RG316 高频插损明显优于 RG174。
尤其频率越高。
差距越明显。
因为它在几个关键点上特别均衡:
适合GHz级应用。
不像半钢线那么硬。
适合复杂环境。
它的问题通常在:
👉 成本和机械寿命。
尤其长期反复弯折后。
内部结构依然会慢慢疲劳。
很多人第一次接触半钢线。
都会被它的手感震住。
因为它几乎:
👉 硬得不像线。
但真正做:
的人通常都知道。
半钢线很多时候几乎是:
👉 必选项。
因为它最大的优势是:
👉 结构稳定。
尤其:
远远优于普通软线。
因为高频信号本质上:
👉 对几何结构极其敏感。
普通软线一弯:
高频性能就会漂。
因为它本质上更接近:
👉 刚性同轴结构。
弯曲后结构变化小。
阻抗稳定性极强。
特别明显能感受到:
普通软线:
轻轻一动。
相位都会漂。
而半钢线:
稳定得多。
因为它真正解决的是:
👉 可重复性。
尤其:
这些指标。
普通软线很难做到。
就是:
👉 太硬。
很多现场:
所以它并不适合所有场景。
很多 SMA 系统翻车案例。
最后都不是:
👉 接头不够高级。
而是:
👉 线缆场景选错了。
尤其:
这些问题。
后期都会迅速暴露。
现场一般可以这么理解:
性价比最高。
适合大多数常规项目。
高频损耗更低。
稳定性明显更强。
真正追求:
时。
半钢线几乎不可替代。
SMA 连接器到底配哪种同轴线最靠谱?
真正答案其实从来不是:
👉 “谁更贵”。
而是:
👉 谁更适合你的频率、长度、机械环境和精度要求。
这些年德索连接器在参与 SMA 高频项目时,也越来越明显感受到:
真正成熟的射频系统设计,比拼的从来不只是接口型号。
很多时候。
真正决定整条高频链路稳定性的。
恰恰是:
👉 那根藏在 SMA 后面,却默默决定信号损耗和阻抗稳定性的同轴线缆。
✍️ 德索连接器 · 王工
做射频系统的人。
大概率都碰到过一种特别头疼的问题:
👉 SMA 公头掉针。
尤其现场经常会出现:
很多客户第一反应通常都是:
👉 “能不能修一下继续用?”
毕竟:
于是很多人会尝试:
但这些年德索连接器处理过大量 SMA 失效案例后。
我越来越明显感受到。
SMA 掉针这种问题。
真正危险的地方从来不是:
👉 掉针本身。
而是:
👉 很多人低估了它对整条高频链路的破坏。
因为很多时候:
👉 导通还在。
尤其低频测试里。
可能:
于是现场特别容易误判:
👉 “问题应该不大。”
因为 SMA 本质上是:
👉 精密同轴结构。
真正重要的。
不仅仅是:
❌ 有没有接触
更关键的是:
👉 接触是否稳定。
尤其:
只要发生变化。
高频系统就会迅速放大问题。
现场最常见的原因通常有:
尤其低价 SMA。
很多:
时间久了:
中心针会慢慢松脱。
很多手工焊接现场。
为了“焊牢一点”。
长时间加热。
结果:
后期一插拔:
直接掉针。
比如:
这些都会慢慢破坏:
👉 中心针固定结构。
客户反馈:
系统偶发:
最开始怀疑:
结果最后发现👇
只是 SMA 公头中心针已经开始松动。
而且:
👉 肉眼几乎不明显。
因为很多临时修复。
只能恢复:
👉 导通。
但恢复不了:
👉 高频结构。
比如:
这些问题。
低频可能没感觉。
但 GHz 高频里:
会被迅速放大。
尤其现场常见的:
会改变:
👉 高频电场结构。
还容易形成:
很多只是:
👉 暂时卡住。
后期振动后:
还会继续松。
更危险。
因为很多胶体:
高频性能会越来越差。
因为高频系统最怕:
👉 不稳定。
尤其:
这些问题现场最难排查。
真正靠谱的处理方式通常是:
👉 直接切除故障端头。
重新制作。
因为只有这样。
才能真正恢复:
因为很多人前期舍不得:
结果后期:
代价会更大。
通常只要出现以下情况:
已经说明:
👉 固定结构失效。
说明内部热损伤严重。
高频阻抗连续性基本已经破坏。
后期大概率越来越严重。
因为最难排查的。
通常不是:
❌ 完全断掉
而是:
👉 有时候正常,有时候异常。
而掉针后的 SMA:
最容易出现:
这些问题。
现场往往能查到怀疑人生。
很多射频链路异常案例。
最后都不是:
👉 芯片坏了。
而是:
👉 某个 SMA 接头的机械结构已经开始失控。
尤其:
这些问题。
会慢慢毁掉整条高频链路。
SMA 公头掉针后,真正难的从来不是“能不能导通”。
很多时候。
真正危险的是:
👉 高频结构已经被破坏。
这些年德索连接器在协助客户分析 SMA 高频异常案例时,也越来越明显感受到:
真正稳定的射频系统,比拼的从来不只是“还能不能用”。
很多时候。
真正决定系统长期可靠性的。
恰恰是:
👉 当连接结构已经失控时,你有没有果断切除故障端头,而不是继续赌它“应该还能撑一下”。
✍️ 德索连接器 · 王工
很多人第一次采购 SMA 连接器时。
都会被市场价格差搞懵。
因为同样叫 SMA。
有的:
而有的:
于是现场特别容易出现一句话:
👉 “不就是个 SMA 头吗?”
尤其很多采购会默认觉得:
那便宜的应该也能用。
但真正做过高频系统的人通常都知道。
SMA 这种东西。
最可怕的从来不是:
👉 不能用。
而是:
👉 前期看起来能用,后期开始慢慢失控。
这些年德索连接器拆过太多不同档次的 SMA 后。
我越来越明显感受到。
很多低价 SMA 和高品质 SMA 之间。
根本不是“性能差一点”。
而是:
👉 高频结构完整性完全不在一个等级。
因为很多系统刚开始:
于是现场特别容易误判:
👉 “便宜的也没问题啊。”
但真正危险的是:
高频系统很多问题:
👉 是慢慢累积出来的。
客户做的是无线图传设备。
前期为了压成本。
选了一批超低价 SMA。
刚上线时:
结果几个月后:
开始出现:
最后拆开发现👇
很多 SMA:
因为真正贵的地方。
很多肉眼根本看不出来。
尤其:
这些东西。
决定的其实是:
👉 高频系统能稳定多久。
很多低价 SMA:
会采用:
甚至有些中心针:
👉 磁铁能吸住。
而高品质 SMA:
通常会使用:
因为高频系统最怕:
👉 接触阻抗长期漂移。
因为长期使用后:
低端材料特别容易:
于是:
问题会越来越明显。
很多低价 SMA 的“镀金”。
其实薄得非常夸张。
有些甚至:
👉 插拔几十次就露底。
而高频 SMA 真正关键的是:
👉 表面导电稳定性。
因为 GHz 高频下:
电流主要走表层。
因为很多产品为了卖相。
会做:
👉 镜面抛光电镀。
看起来特别高级。
但实际:
真正仪器级 SMA。
很多反而:
👉 偏哑光。
这是决定高频性能最核心的一层。
因为 SMA 本质上是:
👉 精密同轴结构。
真正高频性能稳定的关键在于:
很多低价 SMA:
外观看起来没问题。
但内部:
👉 已经偏心了。
最夸张的一颗:
中心针明显偏离中心。
结果现场表现就是:
但普通导通测试:
居然完全正常。
很多人低估了 SMA 的机械结构。
尤其:
都会影响:
👉 长期高频稳定性。
很多低价 SMA:
因为最难排查的。
通常不是:
❌ 完全坏掉
而是:
👉 参数慢慢变差。
尤其:
这些问题现场特别难定位。
因为前期省下来的:
可能只是几块钱。
但后期:
成本会远远超过最初节省的采购价。
很多射频系统后期异常。
最后都不是:
👉 芯片不够好。
而是:
👉 连接结构已经开始失控。
尤其:
这些问题。
低频可能没感觉。
但 GHz 高频系统:
会被迅速放大。
真正影响最大的通常是:
比如:
这里最怕驻波漂移。
因为测试系统最怕:
👉 重复一致性。
低价 SMA 会让测试结果越来越不稳定。
因为:
都会快速放大低端 SMA 的问题。
SMA 连接器价格差背后,真正不同的从来不只是“品牌”。
很多时候。
真正拉开差距的。
其实是:
👉 材料、镀层、同轴精度、机械寿命以及长期高频稳定性。
这些年德索连接器在协助客户分析 SMA 高频异常案例时,也越来越明显感受到:
真正稳定的射频系统,最不能省钱的地方,往往恰恰就是这些看起来“不起眼”的连接器。
因为很多时候。
真正毁掉系统稳定性的。
并不是芯片。
而是:
👉 那颗前期为了省几块钱,却在后期慢慢失控的 SMA。
✍️ 德索连接器 · 王工
很多人选SMA连接器时,第一眼看的是:
但在德索连接器的选型评审里,我们更关心的是一个“看不见”的问题:
👉 弹性结构用的到底是什么材料?
说得更直白一点:
👉 里面那圈弹片,是不是靠谱。
👉 镀层决定“初始表现”,弹片材料决定“长期表现”。
👉 外观可以很漂亮,但如果弹性结构不行:
👉 用不了多久就开始掉链子。
SMA不是靠“顶一下就导通”,而是👇
👉 靠弹性结构维持稳定接触压力
这意味着👇
👉 而这一切,都取决于👇
👉 弹片材料的弹性与抗疲劳能力
👉 能在形变后迅速恢复
👉 意味着:
👉 插拔后仍能紧密接触
👉 经得起反复插拔
👉 结果:
👉 寿命远高于普通材料
👉 不容易“越用越松”
👉 高频表现:
👉 接触电阻稳定
👉 能做出高一致性弹片
常见“降成本方案”:
👉 弹性不足
👉 容易疲劳
👉 初期表现:
👉 看不出差别
👉 使用一段时间后:
👉 典型表现:
👉 “一开始很好,用着用着就不行了”
| 项目 | 镀层 | 弹片材料 |
|---|---|---|
| 初始导电性 | 影响大 | 一般 |
| 抗氧化 | 关键 | 次要 |
| 插拔寿命 | 有影响 | 决定性 |
| 长期稳定性 | 辅助 | 核心 |
👉 一句话总结:
👉 镀层是“加分项”,弹片是“生死线”
因为👇
👉 但问题是👇
👉 真正关键的弹片,用户看不到
不是看:
👉 镀金多厚
而是看:
👉 插几次之后,还紧不紧
👉 因为👇
👉 性能最终会暴露材料本质
某项目:
初期:
👉 测试正常
后期:
👉 信号波动
拆解发现:
👉 弹片材料疲劳
更换后:
👉 问题消失
👉 优先关注弹片材料
👉 必须选高弹性材料(如铍青铜)
👉 内部结构更重要
👉 问材料,而不是只看参数表
SMA连接器的性能,并不仅仅取决于表面的镀层,更取决于内部弹性结构的材料选择。铍青铜凭借其优异的弹性和抗疲劳性能,在高频连接中能够提供更稳定的接触压力和更长的使用寿命。
在实际工程中可以明显感受到,很多问题并不是出在设计,而是出在材料选型。像德索连接器在相关产品设计中,也会更加关注弹性结构材料的选择,让连接在长期使用中保持稳定表现。
很多时候,真正决定一个连接器好坏的,不是它看起来多亮,而是:
👉 它用久之后,还能不能保持那一份“紧”。
德索连接器(Dosinconn)
专注射频同轴连接器与高频线束组件定制
在关键弹性接触结构中优先采用高性能材料(如铍青铜),
支持 SMA、BNC、TNC、MCX/MMCX 等系列连接器及线束开发、打样与批量生产。
工厂位于广东江门,
服务通信设备、测试测量、无线模块与工业射频应用领域客户。
✍️ 德索连接器 · 王工
很多人做结构优化时,会盯着:
但有一个“隐藏大户”经常被忽略:
👉 射频接口的出线方式。
在德索连接器参与的网关类项目里,我们做过不止一次对比优化,最后发现:
👉 一个弯头,能救一整排布局。
👉 SMA弯公头 + 直头混搭,常见可节省30%~60%的接口占用空间
但注意👇
👉 这不是“绝对数值”,而是取决于:
👉 核心本质只有一句话:
👉 把“线缆弯曲空间”变成“连接器内部空间”
很多人只看连接器本体尺寸,但忽略了👇
👉 线缆的最小弯曲半径
假设:
那么直头方案需要👇
👉 接口外预留 ≥ R 的空间
👉 这部分空间:
👉 不是连接器,但必须占着
弯头本质是👇
👉 把90°转向提前到连接器内部完成
结果:
👉 直接贴边走
👉 大幅减少“空占区域”
👉 提升密度
| 方案 | 空间占用 | 布线难度 | 高频稳定性 |
|---|---|---|---|
| 全直头 | 高 | 高 | 易受弯折影响 |
| 全弯头 | 低 | 中 | 稳定 |
| 混搭方案 | 最优 | 最灵活 | 稳定 |
👉 为什么混搭最优?
👉 因为:
👉 不是所有位置都需要弯头
很多设计只看:
👉 PCB平面
但实际问题在👇
👉 空间是三维的
直头问题:
弯头优势:
👉 贴边走线,释放上方空间
👉 使用弯头后:
👉 弯头可以:
👉 减少线缆堆积
某高性能网关:
结果:
👉 接口区域缩小约40%
👉 装配难度下降
👉 方便贴边走线
👉 保持结构简洁
👉 避免交叉
👉 不要“挤到极限”
在高性能网关这类高密度设备中,SMA接口的布局方式对整体空间利用率有着直接影响。通过合理地将弯公头与直头进行混搭,可以有效减少线缆弯曲所需的空间,从而提升接口区域的布线密度和结构合理性。
在实际工程中可以明显感受到,很多空间问题并不是板子不够大,而是连接方式不够合理。像德索连接器在相关产品设计与应用中,也会更加关注结构与走线的协同优化,让连接在有限空间中发挥最大效率。
很多时候,真正节省空间的,不是“缩小器件”,而是:
👉 改变路径。
德索连接器(Dosinconn)
专注射频同轴连接器与高频线束组件定制
拥有精密结构设计与装配能力,
支持 SMA、BNC、TNC、MCX/MMCX 等系列连接器及线束开发、打样与批量生产。
工厂位于广东江门,
服务通信设备、测试测量、车载电子与工业射频应用领域客户。
江门市德索连接器有限公司成立于2005年,专注于研发生产和销售SMA接头、SMA线缆、SMA转接头等射频SMA产品,有着十五年的SMA连接器生产技术沉淀,在业内有着良好口碑。
![]()
地址:江门市新会区大泽镇深江产业园大泽园区万洋众创城5号楼
免费电话:400-6263-698

