德索SMA-C-K-3-1 SMA母座 开天窗压接 匹配SYV50-3/RG58/U等线缆DC-3G厂商
一、产品概述
本产品为德索(DOSIN)针对柔性同轴电缆便捷端接与高可靠性连接场景推出的 SMA型母头“开天窗”压接式射频连接器,官方标准型号:SMA-C-K-3-1。该产品专为 SYV50-3 与 RG58/U 等50-3规格同轴电缆的精密端接而设计,是通信设备、测试仪器、安防监控及工业电子中需要便捷装接与可靠连接的关键互连组件。
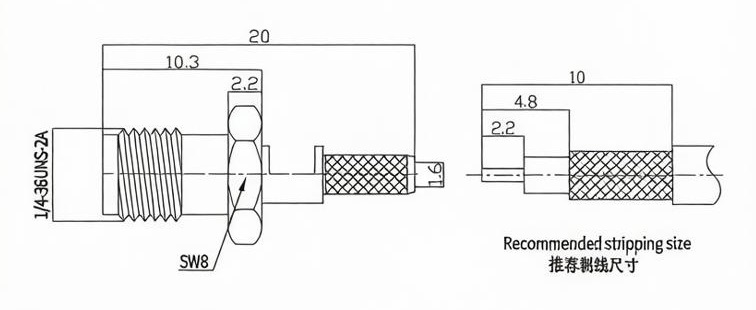
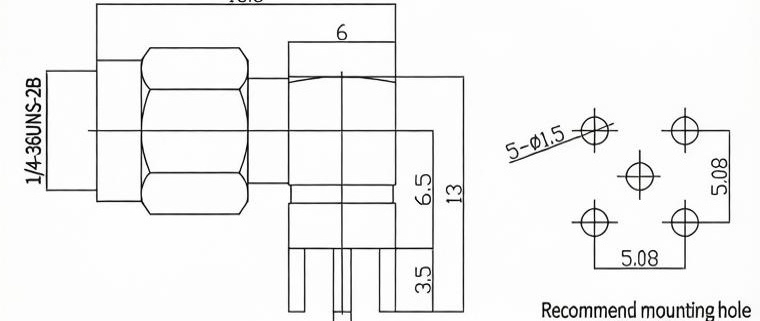
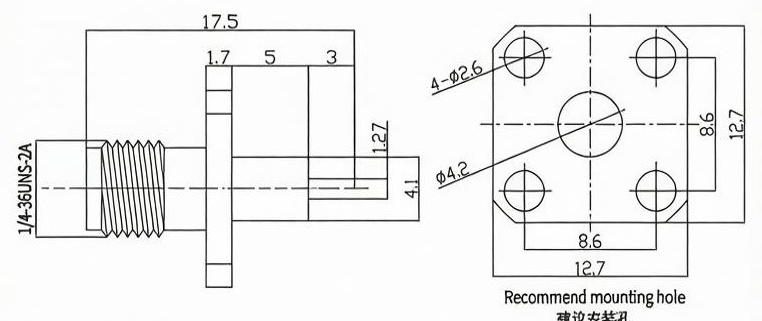
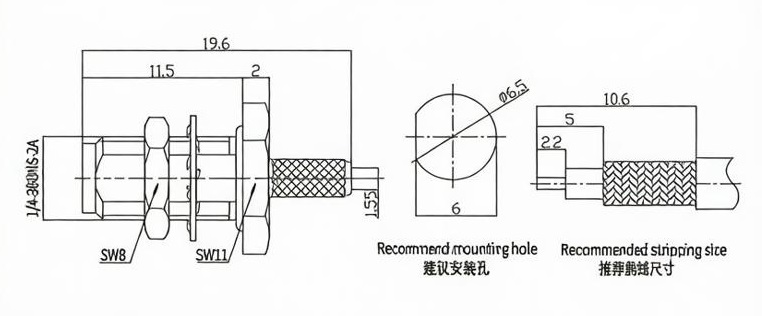
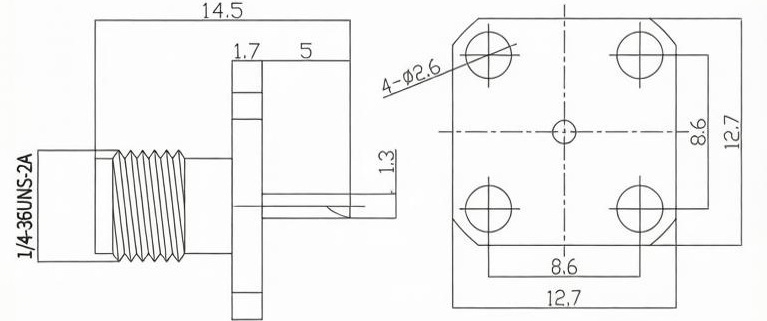
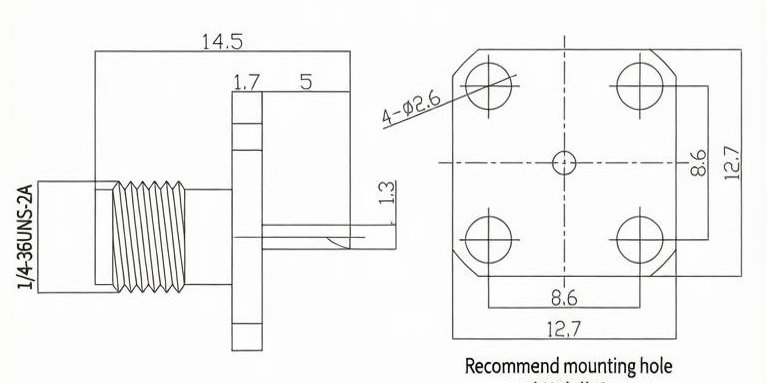
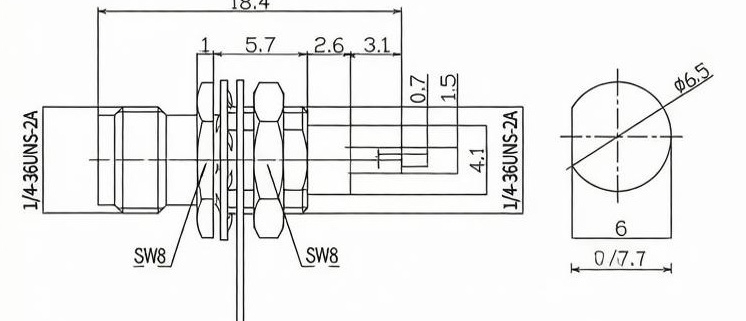
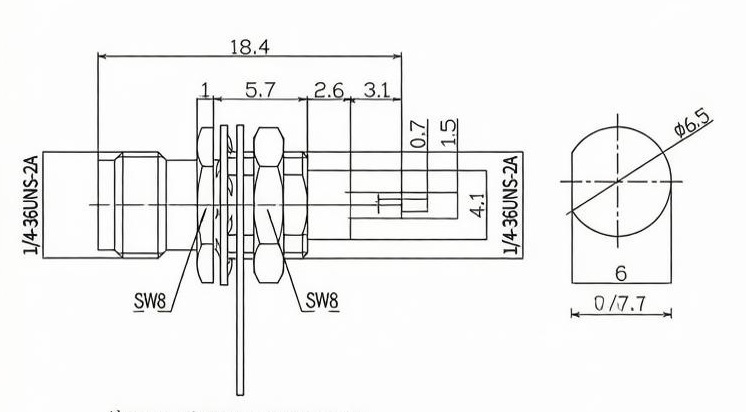
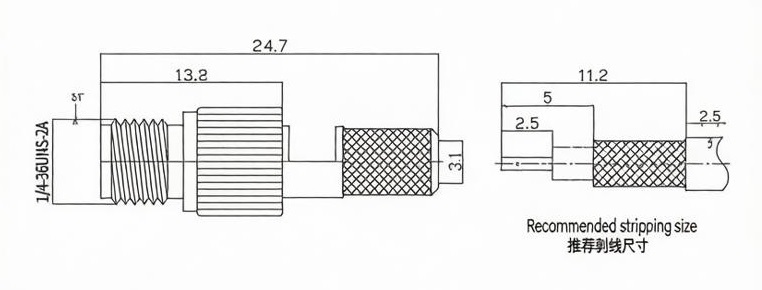
该连接器采用 SMA母头(内孔) 接口形态,通过标准 1/4-36UNS-2A 英制螺纹锁紧机构实现与SMA公头的可靠对接——螺纹接合可确保外导体的统一接触,在更高频率环境中尽量减少反射和衰减,同时提供出色的机械强度和耐用性。其独特的 “开天窗”外壳结构设计——在壳体侧面开设便于操作的装接窗口——使得内导体与SYV50-3/RG58/U线芯的连接过程 无需穿过狭长内孔,装接点清晰可见、操作便捷可控,大幅降低了中径线缆的装接难度与返工率。尾部采用 压接式(Crimp) 端接工艺,适配线缆的外导体编织层结构,确保线缆与连接器之间的机械与电气连接具有极高的抗拉强度与信号稳定性。产品配有 SW8 扳手平台,方便安装与拆卸时的受力操作。产品总长 24.7mm,安装螺纹长度 13.2mm,结构紧凑。内导体与外导体均采用 全镀金 工艺处理,具备优异的导电性与耐腐蚀性,频率覆盖 DC ~ 3GHz,是替代传统封闭式装接结构、提升线束加工效率与良率的理想选择。
| 项目 | 规格详情 |
|---|---|
| 产品型号 | SMA-C-K-3-1 |
| 接口形态 | SMA母头(内孔),1/4-36UNS-2A螺纹锁紧 |
| 适用电缆 | SYV50-3 / RG58/U(50-3规格柔性同轴电缆) |
| 端接方式 | 压接式(Crimp) + 开天窗内导体装接 |

二、核心技术参数表
1. 电气性能指标(ELECTRICAL PARAMETER)
以下电气参数严格依据工业级测试标准,确保信号传输的高保真度与稳定性。
| 射频物理特性项目 | 工业级技术指标 / 测试条件 |
|---|---|
| 标准特性阻抗 | 50Ω(精准阻抗匹配,有效减少信号反射) |
| 工作频率范围 | DC ~ 3GHz |
| 介质耐压 | 1000V rms(海平面状态) |
| 内导体接触电阻 | ≤ 3mΩ(极低的信号传导损耗) |
| 外导体接触电阻 | ≤ 2mΩ |
| 绝缘电阻 | ≥ 5000MΩ(高频绝缘性能优异) |
2. 机械规格与材质构成(MECHANICAL & MATERIAL)
| 项目 | 规格详情 |
|---|---|
| 接口界面 | SMA母头(内孔),标准1/4-36UNS-2A英制螺纹锁紧 |
| 适用电缆 | SYV50-3 / RG58/U(50-3规格柔性同轴电缆) |
| 端接方式 | 压接式(Crimp) ,适配线缆外导体编织层;开天窗设计便于内导体装接 |
| 结构样式 | 直型一体化同轴结构,开天窗外壳设计 |
| 安装螺纹长度 | 13.2mm |
| 整体总长 | 24.7mm |
| 扳手平台 | SW8,方便安装与拆卸 |
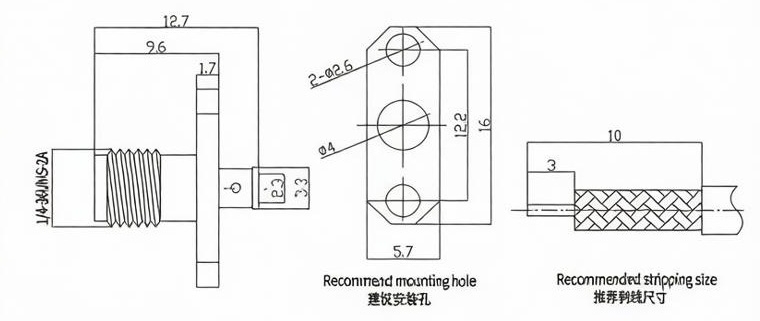
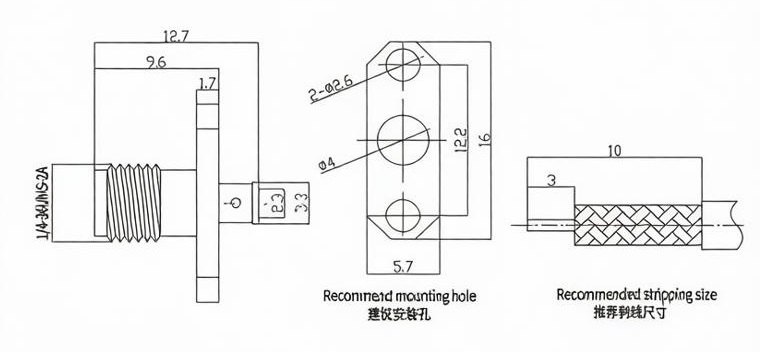
| 推荐剥线尺寸 | 严格按照图示剥线尺寸作业,确保压接可靠性 |
| 内导体材质 | 磷铜,表面镀金工艺(高弹性、耐磨损) |
| 外导体材质 | 黄铜,表面镀金工艺(高导电率、抗氧化) |
| 绝缘介质 | 聚四氟乙烯(PTFE) ,高频介电性能稳定 |
| 机械耐久性 | ≥ 500次规范插拔与螺纹旋合循环 |
3. 环境适应性与绿色合规(ENVIRONMENTAL & COMPLIANCE)
| 项目 | 技术指标 |
|---|---|
| 工作温度范围 | -45℃ ~ +125℃ |
| 绿色合规标准 | 100% 符合 RoHS、UL、REACH 等国际环保与安全标准 |
| 质量体系 | 通过 ISO9001 国际质量管理体系认证 |

三、核心应用领域与行业方案
该款SMA-C-K-3-1“开天窗”母座凭借其 开窗装接便捷可控、压接牢固可靠、全镀金工艺 的优异特性,被广泛应用于以下高频场景:
-
射频测试线缆组件制作:在射频实验室中制作SMA测试跳线,开天窗设计使装接过程简便可控,装接点清晰可见、质量可检,适合小批量手工制线与维修返工场景,大幅降低因装接不良导致的返工率。
-
通信设备内部跳线:在基站设备、直放站、室内分布系统(DAS)的内部模块间高频信号桥接中,开窗装接+外导体压接的双重固定方式确保线缆组件在长期使用中的连接可靠性。
-
仪器仪表配套线缆:作为频谱分析仪、信号发生器、网络分析仪等测试仪器的配套测试线缆组件,满足频繁插拔的使用需求,开窗结构便于现场维修与更换。
-
工业与医疗设备:在工业射频识别(RFID)读写器、医疗成像设备等对可靠性要求较高的场景中,提供稳定可靠的高频互连方案。

四、德索连接器(DOSIN)“开天窗”压接系列品控实力
SMA系列连接器与SYV50-3/RG58/U等50-3规格同轴电缆的配合,对装接与压接工艺有着严格的要求。传统封闭式结构的连接器在装接时需将线芯穿过狭长内孔,操作难度大、装接点不可见,极易导致虚接、短路或内导体损伤。50-3线缆的外导体为编织铜网结构,压接高度偏差过大或外导体翻边不均匀,均可能导致接触电阻增大、屏蔽效能下降,进而引发信号泄漏与驻波恶化。
德索 “开天窗”外壳设计,在壳体侧面开设了便于操作的装接窗口,使操作人员能够 直接观察并完成内导体装接——装接点清晰可见、装接质量可控可检,大幅降低了中径线缆的装接门槛与返工率。
德索连接器(DOSIN)成立于2005年,专业从事通讯行业连接器与线束的研发与制造。依托 超过20000平米 的精密制造车间与 超过20年 的射频连接器研发经验,针对SMA-C-K-3-1型号全线采用高精度数控车削一体化加工工艺。我们对开天窗窗口位置精度、内导体同轴度及压接部位尺寸一致性实施严格的多维度检测管控,确保连接器与线缆装接+压接后始终保持精准对心。通过对 PTFE绝缘介质 进行精密成型与定位,确保高频信号在连接器内部从DC至3GHz全频段内的平滑过渡与低损耗传输。
作为全面通过 ISO9001 国际质量管理体系认证的源头实力大厂,德索出厂的每一枚连接器均 100% 满足RoHS、UL、REACH等国际环保与安全标准。产品采用 高纯度磷铜与黄铜棒料 与优质镀金工艺,外壳与触点采用精密镀金工艺,抗氧化耐磨损,保障长久插拔寿命。标准50Ω阻抗匹配能有效减少信号反射并确保高效率传输。同时,我们对压接部位的尺寸一致性实施批次全检,确保大批量采购时每一枚连接器的压接性能高度一致。德索坚持厂家直供模式,全面协助通信集成商、RF实验室及设备线束加工厂消除高频信号衰减,实现大批量、高一致性、快速批发的厂家高效交付。
五、技术交流与工程选型快问
在SYV50-3/RG58/U中径线缆的连接器加工中,传统封闭式结构常因内孔狭小导致线芯难以精准穿入,装接点不可见使得虚接难以察觉,返工时又容易损伤线缆。德索(DOSIN)通过 “开天窗”外壳设计——在壳体侧面开设装接窗口——让操作人员能够 直接观察并完成内导体装接,装接点清晰可见、质量可控可检。这一设计正是为了解决“中径线缆装接困难、装接质量不可控、返工率高”这一射频线束加工领域的长期痛点。
如需获取本系列SMA连接器的详细 机械尺寸CAD图纸、矢量网络分析仪(VNA)实测驻波曲线报告、装接与压接工艺规范指导书,或需要申请 工厂批发询价 与 免费样品评估,欢迎在下方留言,或直接联系德索的在线客服。我们的高频射频技术支持团队将在第一时间为您提供全面的选型配合。