SMA直公头怎么接线
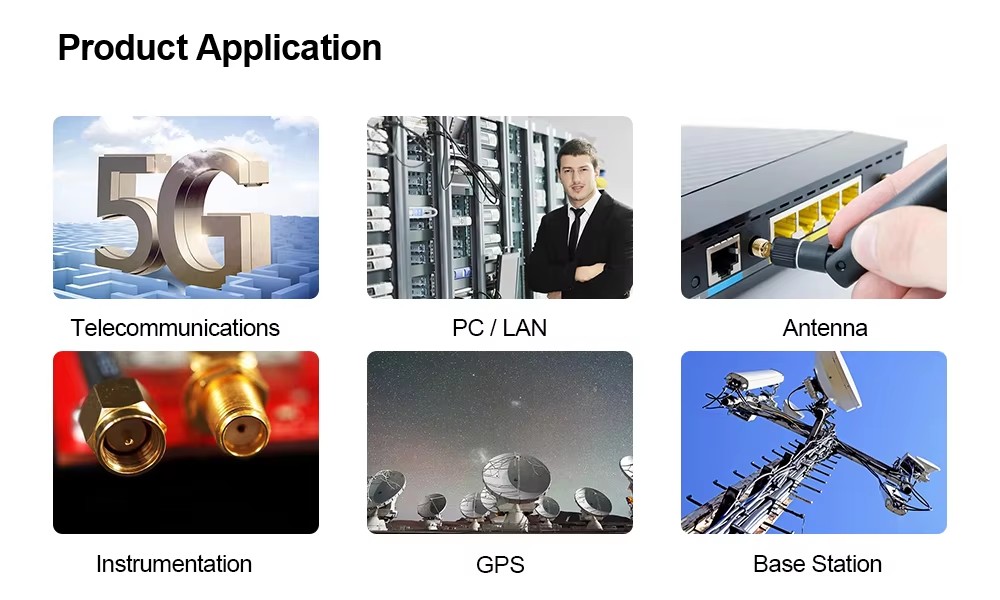
在射频线束加工行业中,SMA 直公头是一类非常常见的接口。从无线通信到测试设备,从天线延长线到射频模块跳线,几乎所有高频设备中都能看到它的身影。也正因为应用范围广,SMA 直公头的接线质量往往成为决定整条线缆性能稳定性的关键点。许多新手在加工这类线缆时,经常会遇到焊锡溢出、介质烧伤、屏蔽层不贴合等问题,而这些都会让驻波升高,导致信号损耗变大。
为了让加工更稳定,也方便工程人员参考,我根据项目经验,总结出 SMA 直公头配合常见 RG174、RG316、RG178 等线缆时的标准接线流程。

1. SMA直公头结构特点与接线要点
SMA 直公头由中心针、绝缘介质、连接器金属本体、压接套筒及外导体接触区组成。虽然零件不多,但要保证高频性能,需要把握三点:
-
中心针焊接必须牢固、不虚焊
-
介质要保持完好,不可变形或烧焦
-
外导体屏蔽层必须充分接触、压接可靠
这是所有后续步骤的判断基准。

2. 标准剥线方式:决定工艺是否顺畅
不同行径的同轴线缆尺寸略有差异,但通用原则一致。以 RG316、RG174 为例:
-
外皮剥 5–6mm
-
介质剥 2mm左右
-
屏蔽层梳直并保持完整
-
避免中导体、介质被刀口损伤
剥线比例是否准确,将直接影响中心针是否能顺利插入、外导体是否能充分包覆。
3. 中心针焊接:整条线的核心步骤
中心针焊接是 SMA 接线中最重要的一环。焊接时应:
-
将中心导体插入中心针(PIN);
-
小量焊锡加热固定;
-
控制焊点大小,避免溢锡;
-
焊后轻轻拉动,确认 PIN 不松脱。
大部分射频损耗偏高的线束问题,都是从这里开始的。
4. 推入本体组装:保持同轴结构
焊好中心针后,将线缆推入 SMA 本体:
-
看 PIN 是否顺利伸出前端
-
介质是否贴合无空隙
-
屏蔽层是否均匀展开
-
不允许出现偏心、压扁、折叠
如果介质被挤压或 PIN 不居中,射频参数通常会显著偏移。
5. 压接外导体:决定抗拉力与稳定性
外导体的压接采用六角压接钳完成。标准要求:
-
压接面平整、无偏位
-
套筒压紧但不损伤线材
-
六角形结构标准,不变形
-
屏蔽层需完全覆盖接触区
合格的压接能让整条线缆在长期振动、插拔环境下依旧保持稳定。

6. 成品检验:确保高频性能一致
SMA 接线完成后,需要做如下检查:
-
PIN 居中度是否良好
-
压接部位是否牢固无毛刺
-
线缆外皮无破损、无杂质
-
手拉测试无松动
-
有条件的生产需进行驻波(VSWR)抽检
最终线束的信号表现,往往取决于这些最细致的质量环节。
总结
SMA 直公头接线看似简单,但真正要达到射频行业要求,需要对剥线比例、焊点质量、介质保护、外导体压接等环节进行严格控制。任何一步的疏忽都会影响最终的阻抗一致性,从而影响设备的高频表现。

发表评论
Want to join the discussion?Feel free to contribute!