SMA公头焊接教程|中心针与屏蔽焊接
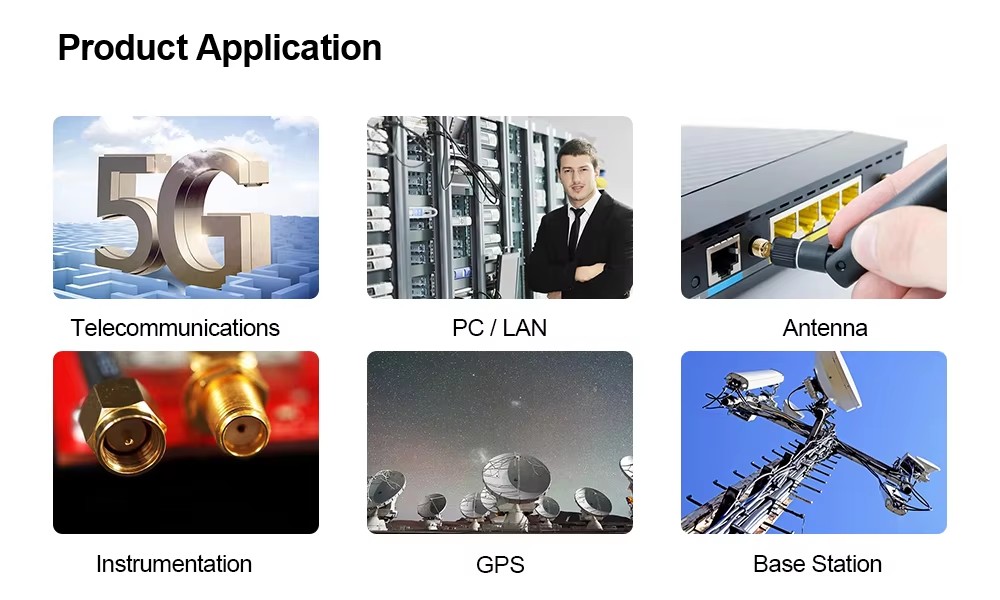
SMA连接器以其高频稳定、体积小、可靠性强的特点,在射频通信、测试测量、天线系统等领域得到广泛应用。而在实际应用中,SMA公头焊接的质量直接决定信号传输的稳定性。
本文将系统讲解 SMA公头焊接教程,重点解析 中心针与屏蔽焊接方法,并总结工程实用注意事项,帮助新手和工程人员顺利完成焊接作业。

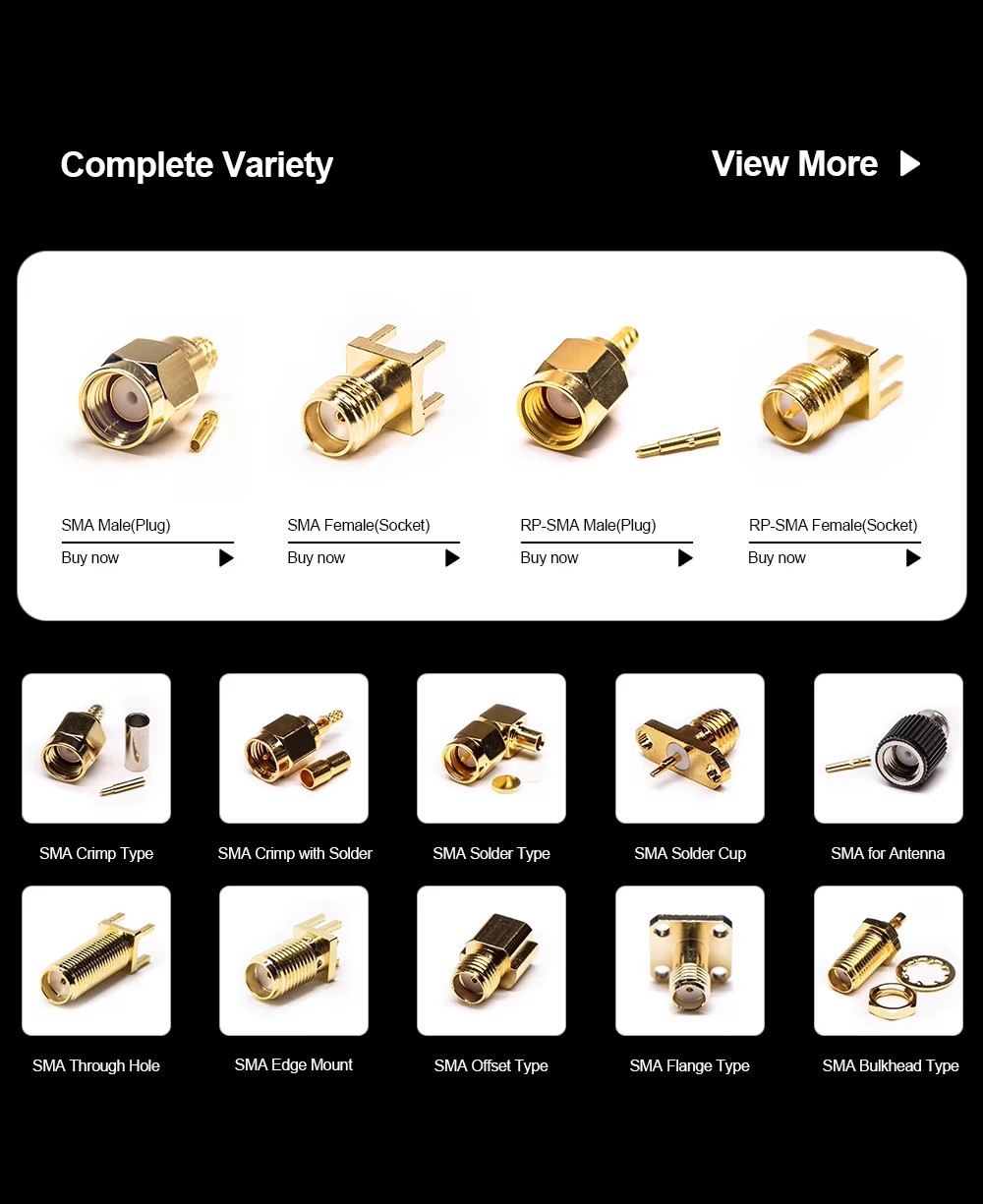
一、SMA公头结构简介 📐
SMA公头主要由以下部分组成:
-
中心针(Center Pin):负责射频信号传输
-
外导体屏蔽(Outer Conductor/Shield):提供地线与屏蔽功能
-
绝缘介质(Dielectric):确保中心针与屏蔽电气隔离
-
螺纹接口(Threaded Housing):实现稳定的连接与防松脱
📌 焊接过程中,中心针和屏蔽的连接质量直接影响阻抗匹配和信号完整性。
二、焊接前的准备工作 🧰
在开始焊接之前,需要准备以下工具和材料:
-
电烙铁(温控型 300–350℃)
-
焊锡丝(含松香芯)
-
剥线钳、镊子
-
待焊接同轴线缆(如 RG316、RG174、低损耗射频线)
-
清洁酒精及刷子
⚠️ 注意:剥线长度必须符合 SMA公头规格,否则会影响焊接质量和阻抗一致性。
三、SMA公头焊接方法 🔩
1️⃣ 剥线与中心针准备
-
剥去线缆外护套,露出屏蔽层
-
整理屏蔽层,使其均匀覆盖
-
剥除中心导体绝缘层,使长度与中心针匹配
💡 提示:中心针长度过短会虚焊,过长容易与屏蔽短路。
2️⃣ 焊接中心针(Center Pin)
-
将中心导体插入 SMA公头针孔
-
使用电烙铁加热,并适量焊锡固定
-
焊点应饱满光滑,无虚焊或冷焊
🔥 焊接温度过高会损伤绝缘材料,温度过低则焊接不牢固。
3️⃣ 焊接屏蔽层(Outer Shield)
-
将屏蔽层折叠覆盖到外导体焊接位置
-
使用电烙铁焊接或压接固定
-
保证 360° 接触,屏蔽连续
📡 屏蔽层焊接不良会导致信号干扰或高频衰减。
4️⃣ 安装螺纹外壳
-
将焊接完成的线缆插入 SMA 公头外壳
-
拧紧螺纹接口,确保牢固
-
检查焊点和绝缘层是否暴露
🔒 螺纹锁紧可确保插拔稳定性和长期可靠性。
四、焊接注意事项 ⚠️
-
使用温控电烙铁,防止过热损坏线缆或公头
-
焊锡量适中,避免溢出或虚焊
-
屏蔽层不得接触中心针
-
焊接完成后进行导通性与阻抗检查
-
高频应用建议测试 VSWR(驻波比)和衰减
📌 焊接细节直接决定 SMA 公头信号性能。
五、常见故障及解决方法 🛠️
| 故障类型 | 可能原因 | 解决方案 |
|---|---|---|
| 信号衰减或不稳定 | 中心针焊接虚焊 | 重新焊接,确保焊点饱满 |
| 中心针短路屏蔽层 | 屏蔽层折叠不规范 | 调整屏蔽层,保证绝缘间距 |
| 焊锡溢出或外壳难装配 | 焊锡过量 | 修整焊点,确认线缆剥线长度 |
| 高频性能下降 | 阻抗不连续 | 检查焊接一致性和屏蔽完整性 |
📡 多数问题源于操作细节,严格按焊接方法可有效避免。

六、总结 🧠
SMA公头焊接质量直接影响射频系统性能。
从中心针焊接、屏蔽焊接到外壳安装,每一步都不可忽视。
规范焊接流程、注意常见问题和细节,可确保 SMA 公头信号稳定、阻抗匹配一致,为高频应用提供可靠保障。
📌 一句话总结:
中心针焊接稳固 + 屏蔽焊接完整 = 高性能 SMA 信号传输。